想要知道激光切割打孔钢板折弯20#无缝钢管丰富的行业经验产品如何?看视频就知道!看视频,选产品更明智!
以下是:安徽合肥激光切割打孔钢板折弯20#无缝钢管丰富的行业经验的图文介绍


导向断裂切割
对于容易受热破坏的脆性材料,通过激光束加热进行高速、可控的切断,称为导向断裂切割。这种切割过程主要内容是:激光束加热脆性材料小块区域,引起该区域大的热梯度和严重的机械变形,导致材料形成裂缝。只要保持均衡的加热梯度,激光束可引导裂缝在任何需要的方向产生。
选择切割方法,需考虑它们的特点和板件的材料,有时也要考虑切割的形状。由于气化相对熔化需要更多的热量,因此激光熔化切割的速度比激 化切割的速度快,激光氧化切割则借助氧气与金属的反应热使速度更快;同时,氧化切割的切缝宽,粗糙度高,热影响区大因此切缝质量相对较差,而熔化切割割缝平整,表面质量高,气化切割因没有熔滴飞溅,切割质量 。另外,熔化切割和气化切割可获得无氧化切缝,对于有特殊要求的切割有重要意义。
一般的材料可用氧化切割完成,如果要求表面无氧化,则须选择熔化切割,气化切割一般用于对尺寸精度和表面光洁度要求很高的情况,故其速度也 。另外,切割的形状也影响切割方法,在加工精细的工件和尖锐的角时,氧化切割可能是危险的,因为过热会使细小部位烧损。
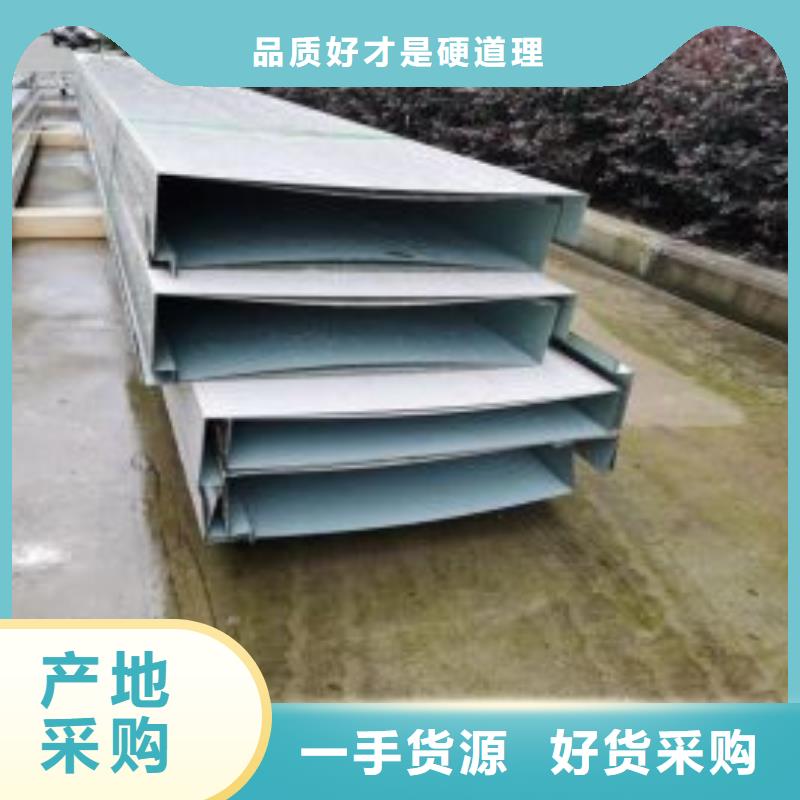
大润激光切割打孔钢板折弯欢迎您的来电



熔化切割
在激光熔化切割中,工件材料在激光束的照射下局部熔化,熔化的液态材料被气体吹走,形成切缝,切割仅在液态下进行,故称为熔化切割。切割时在与激光同轴的方向供给高纯度的不活泼气体,辅助气体仅将熔化金属吹出切缝,不与金属反应。这种切割方法的激光功率密度在107W/cm2左右。
激光光束配上高纯惰性切割气体促使熔化的材料离开割缝,而气体本身不参于切割。
切割速度随着激光功率的增加而增加,随着板材厚度的增加和材料熔化温度的增加而几乎反比例地减小。在激光功率一定的情况下,限制因数就是割缝处的气压和材料的热传导率。
大润激光切割打孔钢板折弯欢迎您的来电
。



规格齐全,支持定制,公司一贯以客户至上、让利客户、薄利多销为原则,诚实守信为宗旨。产品规格尺寸材质齐全,省去不必要的麻烦,-站式采购。公司拥有多年的行业经验,能有效的完成客户的订单,确认产品质量和交货时间。严格控制每一件产品的质量保质保量,让客户买的放心。


大润金属从事激光切割。聊城激光切割加工,激光切割加工,聊城激光切割加工,钢板切割加工,大型百超激光机切割加工,高精度激光切割加工,钣金加工,数控激光切割加工,进口激光机切割加工,公司购进瑞士进口百超4400W大型激光切割机,服务于工程机械、建筑机械、粮食加工机械、纺织机械、轻工机械、农业机械、石油机械、电器制造、工具制造、电梯制造、汽车制造、印刷包装、装饰等行业。使用于钣金、板材、金属、钢板、不锈钢板材等的激光切割加工、打孔,实现了上述行业的无模的生产工艺。 本公司引进的激光设备功率为(4400W)加工床面尺寸 (2000*4000*25)高精度的激光设备。所有加工件经编程、自动化排料、优化套料,以提高材料的利用律。无划伤,无烧痕,断面光洁。可加工 厚度25mm的碳钢板,16mm厚的不锈钢板,可激光切割打孔钢板折弯等业务。



对此采取的工艺措施为:①改变加工工艺,先折弯再剪切。② 改变零件设计图纸和加工工艺,在开裂位置慢速钻孔防止形成内应力或释放内应力,或者加大折弯半径。.改变零件设计图纸,在开裂位置钻孔,防止形成内应力或释放内应力③在开裂部位采取应力措施,比如用火焰烘烤该位置,温度控制在150-200℃左右,加热烘烤宽度和时间根据材料厚度和开裂深度具体情况而定,切忌把钢材烘烤过度改变了材料组织性能。
折弯开裂的起因还有很多,比如材料的夹杂物、偏析严重,牌号选择错误,或者折弯磨具设计、润滑工艺、弯曲半径、弯曲角度设计不合理等,今天就只说这两点,希望对大家在加工、贸易过程中有所帮助。
关于钢材的问题是千变万化的,从基础上去了解钢材往往很多问题会迎刃而解,当然,也不仅仅是材料上要了解,加工、仓储、物流等整个链上的知识也要了解,总之,一句话“学无止境,只有知钢懂钢,才能更有竞争力”。
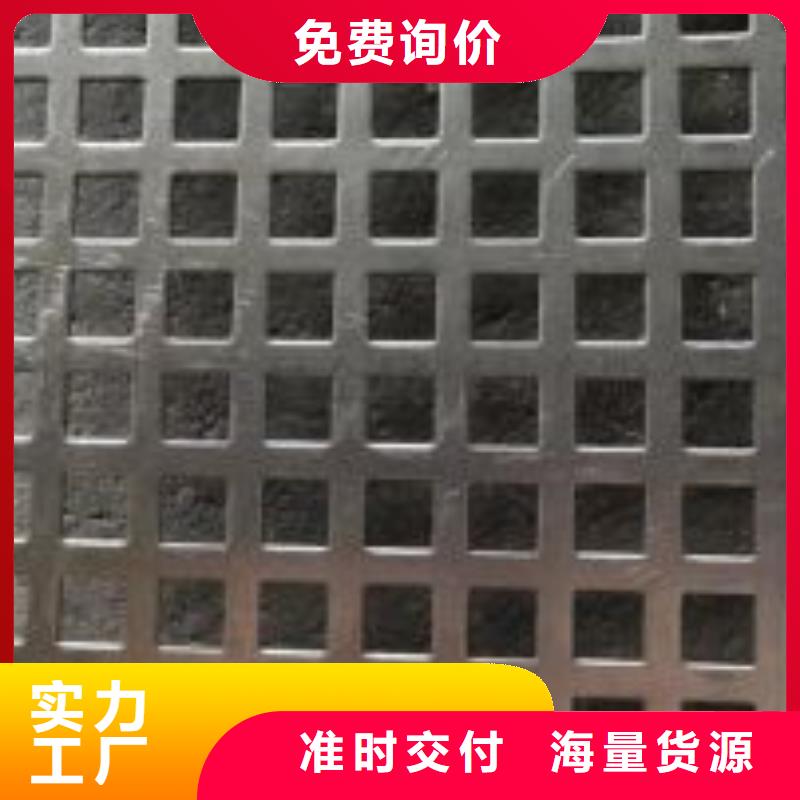
大润激光切割打孔钢板折弯方矩管打孔






 扫一扫
扫一扫